Как правильно сваривать полипропиленовые трубы? Как сварить полипропиленовые трубы своими руками и правильно Как варить трубы из полипропилена.
Многие задаются вопросом, как сваривать и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, или . В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
- Трубы из не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки. Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
- Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Сварка труб пп: выбор инструментов
Может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.
Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых труб Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
- Муфтовый.
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки Муфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сварки Для каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
В свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Для проведения сварки вам потребуются следующие инструменты:

- Ножницы. Речь идет, конечно же, не о канцелярских ножницах, а о специфическом инструменте, который легко перерезает полипропилен. Как правило, нижняя часть такого инструмента является неподвижной, а верхняя обладает отлично заточенным лезвием, которое, опускаясь, и производит резку.
- Устройство для зачистки (необходимо только при сварке ). Представляет собой головку, снабженную острыми ножами. Вращаясь, данная головка аккуратно снимает верхний слой покрытия. От глубины зачистки зависит и глубина сварки.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Подготовка труб к сварке
Отмериваем нужный отрезок, делаем на нем пометку маркером. Затем специальными ножницами обрезаем изделие под углом 90º к его оси. При этом инструмент должен быть очень острым, иначе водоотвод может быть деформирован.
В армированных изделиях перед сваркой край обязательно зачищается: полностью снимается верхний слой и фольга. Если не произвести зачистку, то алюминиевая фольга из-за воздействия жидкости будет подвержена коррозии. А это в свою очередь может привести к нарушению целостности шва. В результате соединение со временем потечет.
Если же изделия неармированные, то на них просто обозначают глубину сварки, которая определяется в зависимости от длины муфты фитинга. После этого место предполагаемого соединения обезжиривают (обрабатывают спиртом) для того, чтобы при сварке обеспечить максимально надежный контакт элементов. Также необходимо учитывать, что свариваемые части должны быть идеально чистыми, поскольку даже крупинка песка, попавшая в шов, может стать причиной прорыва водоотвода.
Подготовка сварочного аппарата
Конечно же, перед сваркой необходимо привести в рабочую готовность и сварочный аппарат. Устройство крепят на ровной поверхности, детали прибора протирают материей, смоченной в спирте, и проверяют на наличие дефектов. Затем – на выключенный аппарат – надевают нагревательные элементы. Если нужно оплавить фитинг, то применяю дорн, а если трубу, то используют гильзу. После этого прибор включают в сеть.
Если с устройством все в порядке, то на корпусе сварочного аппарата загораются сответствующие индикаторы: один подтверждает подключение к сети, а второй, когда температура нагрева будет достаточной для сварки, — гаснет. После того, как погаснет второй индикатор, имеет смысл подождать еще около пяти минут и тогда уже начинать сварку.
Сварка полипропиленовых труб
- В одну руку берется фитинг, а в другую – труба. Затем данные элементы одновременно вводятся в насадки. Фитинг вводят до упора, а трубу — немного не доводя до конца (иначе прогреется торец и образуется наплыв внутри) и держим так некоторое время (сверяемся по таблице – колонка времени нагрева). Когда аппарат нагреется, фитинг насаживают на дорн, а трубу вставляют в гильзу. Сделать это необходимо одновременно и с определенным усилием.
- Детали нагреваются и их можно соединять, сохраняя при этом их соосность и следуя произведенным ранее отметкам. Труба вводится в фитинг и очень аккуратно производится соединение, время выдержки которого не должно превышать значения, указанные в таблице.
- Сваренный узел фиксируется до полного затвердения материала. Никаких механических воздействий на созданный шов производится не должно. Если технология соблюдена, то соединение получится прочным и герметичным.
Узнать, как сваривать полипропиленовые трубы правильно вам поможет следующее видео :
Особенности проведения сварки
- Нельзя начинать работу со сварочным аппаратом, который не был прогрет до определенной температуры.
- Продольная ось фитинга и продольная ось трубы обязательно должны совпадать.
- Уже после стыковки деталей на внешней поверхности трубы (там, где она примыкает к фитингу) должен наличествовать небольшой равномерный наплыв из пластика.
- Соединенные детали нужно проверить на просвет: внутри никаких наплывов быть не должно! Иначе проходимость водоотвода будет хуже.
- Между свариваемыми элементами должны отсутствовать любые щели.
Температурное соединение полипропиленовых (ПП) трубных изделий осуществляется быстро, образуя герметичный стык с длительным сроком эксплуатации. Благодаря такой особенности метод сваривания и сами полипропиленовые трубы получили широкое распространение среди домашних мастеров, осуществляющих монтаж трубопроводов различного функционального назначения своими руками. Однако, несмотря на кажущуюся легкость, процесс сварки требует не только практических навыков, но и знания определенной информации, такой как температура пайки полипропиленовых труб, период нагрева, время остывания стыка до набора эксплуатационной прочности. В помощь тем, кто впервые решил осуществить монтаж своими руками трубопровода (отопительного контура) полипропиленовыми трубами, в статье будет отражена наиболее значимая информация, касающаяся данного процесса.
Одним из способов соединения пластиковых трубных изделий является холодная сварка. Суть технологии заключается в предварительном нанесении на стыкующиеся полимерные поверхности специального вещества, временно химически разжижающего пластик. После соединения пластиковых деталей материал приобретает первоначальную твердость, но за этот период происходит герметичное сращение поверхностей. Холодная сварка не нашла широкого применения, хотя в некоторых случаях помогает паять элементы трубопровода в труднодоступных местах или там, где нет доступа до источника электрического тока.
Большее распространение получили термические способы пайки ПП труб. К ним относятся:
- сварка с помощью термоэлектрических фитингов;
- диффузная пайка.
Оба способа соединения полипропиленовых трубных изделий основаны на температурном расплавлении стыкуемых поверхностей с последующим их сращением в процессе остывания. Разница только в технологическом подходе. Рассмотрим каждый из методов подробнее.
Пайка термоэлектрическими фитингами

Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами. При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом. К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее. С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.
Диффузная сварка ПП изделий
Это как раз тот метод пайки, что широко применяется для монтажа бытовых полипропиленовых коммуникаций. Технология основана на одновременном температурном расплавлении стыкующихся поверхностей с последующим их плотным соединением. Молекулы расплавленного полимера взаимно проникают (диффундируют), образуя сплошное монолитное соединение.
Для осуществления плавки полимерных поверхностей стыкующихся деталей (труб и фитингов) применяется специальный электрический паяльник. Прибор имеет мечевидный (цилиндрический в некоторых моделях) выступ, какой и является нагревательным элементом. В комплекте паяльника есть двусторонние насадки под определенные размеры труб и соответствующих соединительных деталей, что устанавливаются на нагревающийся выступ.
Есть возможность одновременной установки нескольких насадок, если требуется работать с отрезками ПП трубопровода разного сечения. Нагревательный прибор оснащен градуированным терморегулятором, позволяющим задать необходимую температуру насадок и лампочками, сигнализирующим о подключении к электросети и готовности паяльника к работе. Насадки для плавки пластиковых изделий покрыты тефлоновым слоем, предотвращающим прилипание расплавленного полимера.
Преимуществами, сделавшими метод диффузной пайки ПП труб популярным, являются следующие факторы:
- невысокая стоимость оборудования и материалов (труб, соединительных и переходных элементов);
- возможность формирования герметичных долговечных стыков трубопровода;
- легкость и высокая скорость сборки бытовых трубных контуров своими руками любой сложности и конфигурации;
- возможность работы одновременно с соединяемыми элементами разных диаметров.
Технические параметры пайки ПП изделий

Кроме практических нюансов, приходящих с опытом работы своими руками, при диффузной сварке важно соблюдать некоторые технологические требования, позволяющими стабильно получать надежное соединение элементов трубопровода. К таковым относятся время сварки полипропиленовых труб, период их неподвижной фиксации после введения трубы в фитинг, время остывания и некоторые другие параметры, которые отличаются для изделий разных диаметров. Ниже приведена таблица для труб, с сечением, наиболее часто применяемом для бытовых разводок воды и отопительных контуров.
| Сечение, мм | Глубина посадки, мм | Период нагрева, секунд | Период неподвижной фиксации, секунд | Период остывания, секунд |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 3 |
| 40 | 20 | 12 | 8 | 4 |
Время нагрева и другие технические параметры процесса, указанные в таблице, справедливы при нагреве полипропиленовых деталей до 260-280˚С и температуре окружающей среды в пределах от 15˚С до 20˚С.
Инструментарий, необходимый, чтобы паять ПП трубопровод

- электропаяльник с приложенным набором двусторонних насадок разных диаметров (16, 20, 25 мм);
- труборез (специальные трубные ножницы);
- напильник для зачистки заусениц и шероховатостей на обрезном торце трубы;
- измерительная строительная рулетка;
- маркер.
Из материалов, кроме труб необходимого диаметра, соединительной и запорной арматуры, переходных элементов, понадобится ветошь из натуральной ткани (лен, х/б) и обезжиривающая жидкость (уайт-спирит, этиловый спирт, ацетон).
Приготовив необходимые материалы и инструментарий, можно переходить к практическому осуществлению процесса сварки ПП трубопровода, опираясь на изложенную ниже инструкцию.
Пайка трубных полипропиленовых изделий своими руками, инструкция

- Электропаяльник устанавливается в идущий в комплекте штатив и оснащается необходимыми для работы двусторонними насадками, которые обрабатываются имеющейся обезжиривающей жидкостью. Прибор для нагрева полипропилена подключается к электропитанию (загорится красная лампочка), ручкой термостата устанавливается необходимая температура пайки (260-280˚С). При наборе паяльником заданной температуры загорится зеленая сигнальная лампочка.
- Измерительной рулеткой отмеряется участок полипропиленовой трубы необходимой длины, делается отметка маркером, в соответствии с которой производится отрез. Для этого труба укладывается на основание трубореза (метка устанавливается по центру), после чего опускается лезвие. Сделав прорезь сверху, производится круговое движение инструментом. Отрезной край освобождается неровностей и заусениц напильником, после чего стыкуемые поверхности очищаются от пыли и обезжириваются.
- На поверхности ПП трубы делается отметка, соответствующая глубине посадки (см. таблицу), например 14 мм от торца для изделия диаметром 20 мм. Это необходимо, чтобы вводя трубу после нагрева в фитинг не пройти ее торцом ограничительный выступ, что может привести к критическому сужению трубного просвета. Кроме того, сделанная отметка поможет найти при стыковке элементов их правильное осевое расположение.
- Подготовленные и обезжиренные соединяемые элементы стыкуются с насадкой соответствующего диаметра. Манипуляция может потребовать физических усилий (это нормально). Для облегчения процедуры допускается производить незначительные вращательные движения. Перед стыковкой с насадкой для нагрева полипропиленовых изделий рекомендуется надеть рабочие рукавицы. Это убережет от ожога при случайном соприкосновении с насадкой и облегчит рабочий процесс. Рекомендуется первым надевать фитинг, затем вводить трубу, так как более толстостенный соединительный элемент имеет большую инерцию нагрева. Снимать стыкующиеся детали нужно в обратном порядке, - сначала труба, затем фитинг.
- При окончании периода нагрева, указанного в приведенной выше таблице, соединяемые элементы снимаются с насадки, после чего трубный торец вводится своими руками в отверстие соединительного элемента на отмерянное расстояние. Производить вращательные движения при этом противопоказано (резко снижает качество соединения). Введя трубу до отметки, следует зафиксировать обе детали неподвижно относительно друг друга на период не меньший, чем указан в таблице. После полного остывания стыка он готов к испытаниям эксплуатационными нагрузками.
Так необходимо паять полипропиленовые трубы диффузным методом после нагрева специальным паяльником. Соблюдая правила, указанные в приведенной инструкции, удастся добиться формирования надежных соединений ПП трубопровода своими руками. Подкрепить теоретические выкладки визуально поможет следующее видео
Сейчас уже никто не поддаёт сомнению надёжность полипропиленовых труб. При правильной эксплуатации они могут прослужить порядка 50 лет. Всё благодаря уникальности материала, который не гниет и не поддаётся коррозии.
Но чтобы всё прошло по плану, и ваш трубопровод служил вам много лет, необходимо осуществить правильную сварку полипропиленовых труб. Для этого вам понадобится следовать инструкции.
Внимание ! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку эксплуатации практически вытеснили из рынка металлические изделия. Как результат всё больше людей, хотят знать, как правильно осуществлять сварку таких труб.
Начать стоит с того, что есть давно проверенная инструкция сборки полипропиленовых труб. Она позволит вам не только соединять одинаковые по диаметру изделия, но и делать сложные разводки. Для этого используются специальные переходники.
Инструкция по монтажу полипропиленовых труб также включает в себя работу с обводами и монтаж разного рода арматуры. Как результат вы сможете собрать систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы разъединить не получится. Мало того, даже если вы их разъедините повторно использовать изделия не выйдет. Именно поэтому вы должны делать всё по инструкции. В таком случае созданная конструкция не потребует доработки.
Свариваем полипропиленовые трубы
Необходимое оборудование

Подготовка к процессу сварки полипропиленовых труб начинается с подбора подходящего инструмента. Для того чтобы сделать всё точно по инструкции вам понадобятся:
- аппарат для раструбной сварки;
- специальные насадки для разного диаметра труб;
- кусачки,
- фаскосниматель,
- шейвер.
Каждый из этих инструментов вы сможете найти в строительном магазине. Но здесь есть один нюанс, чтобы сварка полипропиленовых труб прошла точно согласно инструкции необходимо покупать не самое дешёвое оборудование. К примеру, качественный аппарат для сварки позволяет работать значительно дольше без повреждения тефлонового слоя насадок.
Совет ! Если вы не хотите тратить средства на покупку аппарата для сварки полипропиленовых труб согласно инструкции, возьмите его в аренду.
В большинстве случаев насадки идут вместе с аппаратом. Но дешёвые аналоги могут их не иметь. Поэтому если увидите слишком низкую цену, обязательно поинтересуйтесь комплектом поставки.
Инструкция по сварке
Аппарат для сварки не представляет собой что-либо сверхсложное. Пользоваться им довольно удобно. Особенно если он качественно сделан. Сама инструкция по сварке полипропиленовых труб состоит из таких этапов:
- Произведите замеры и отрежьте полипропиленовые трубы нужной вам длины.
- Подготовка. Чтобы процесс сварки прошёл точно по инструкции необходимо сразу подготовить все элементы. Это позволит избежать путаницы. Фитинги должны быть выложены в порядке очереди для монтажа.
- Разогрейте аппарат для сварки. Выставьте регулятор температуры на 260 градусов по Цельсию. Как только устройство достигнет нужной вам температуры, сигнальная лампочка отключится.
- Разогрейте поверхность полипропиленовых труб посредством аппарата для сварки и состыкуйте их между собой. При этом не делайте поворотов. Это может привести к разгерметизации.
При соединении полипропиленовых труб по инструкции вы должны строго выдерживать угол среза. В противном случае о герметичном шве можно забыть. В самом конце соединение зачищается.
Внимание ! Зачистка делается только после того, как шов остыл.
Нюансы технологии сварки

Чтобы сварка пропиленовых труб прошла согласно технологии, необходимо знать некоторые важные технические нюансы этой процедуры. Начать нужно с того, как правильно нагревать детали.
Нагрев производится с внешней стороны по краю трубы. В свою очередь, муфта прогревается изнутри. При этом глубина прогрева не должна быть слишком большой. Лишь после этого вы сможете соединить детали согласно инструкции.
Технология сварки полипропиленовых труб согласно инструкции в действительности довольно проста. В месте, где две детали соединяются, нагретый ранее материал сваривается.
Чтобы сделать разрезы точно по инструкции, необходимо не забыть про фаску. В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. Согласно этому стандарту наклон составляет 15 градусов, а углубление в районе 2-3 мм.
Если же брать отечественный стандарт, то фаску по инструкции нужно делать в 45 градусов. При этом углубление составит треть толщины трубы. В действительности для сварки полипропиленовых труб подходят оба варианта. Если же говорить об их эффективности. То никаких достоверных данных по этому вопросу нет. Но большинство строителей применяет именно немецкий вариант.
Внимание ! Перед фаской полипропиленовую трубу и внутреннюю часть фаски по инструкции необходимо очистить. Также не помешает обезжиривание.
Аппарат для сварки должен быть установлен на специальной подставке. Сам процесс сварки выглядит следующим образом: с одной стороны, насаживается фитинг, а с другой — труба.
После того как детали дойдут до нужной кондиции - их нужно быстро снять, чтобы тут же соединить. Чем меньше период остывания, тем больше сварка полипропиленовых труб будет отвечать инструкции по стандартам качества.

Внимание ! Время удержания деталей зависит от диаметра и толщины полипропиленовой трубы.
Нельзя допустить перегрева деталей. Если это произойдёт, то фитинг и труба скорей всего деформируются. Всё из-за потери прочности, которая вызвана слишком высокой температурой. Естественно, что после такого соединение будет невозможным.
Недостаточный нагрев при сварке полипропиленовых труб по инструкции строго запрещён. Дело в том, что соединение, сделанное таким образом, не будет обладать нужной надёжностью. Из-за этого в значительной мере повышается риск потери герметичности всей конструкции. О длительном сроке эксплуатации в таком случае не может идти и речи.
Чтобы вставить трубу в гильзу нужно будет приложить определённое усилие. Тоже касается и фитинга. Дело в том, что насадки сделаны в виде конусов. При этом их наклон составляет пять градусов. При этом диаметр рабочей поверхности, соответствует изделию только в середине.
Когда вы вставляете изделие в гильзу, нужно довести его до упора. Сложность заключается в том, что давить дальше ни при каких обстоятельствах нельзя. Это может повредить конструкцию.
При сильном придавливании ухудшается проводимость изделия. Это из-за того, что на конце образуется утолщение. Но так как оно находится внутри, со стороны его заметить непросто. Поэтому нужно проявить максимальную осторожность.

Чтобы не ошибиться и всё сделать по инструкции замеряйте глубину гильзы. После этого возьмите линейку и сделайте соответствующую пометку на трубном изделии. Подобная предосторожность застрахует вас от неприятных неожиданностей.
Внимание ! Когда вы соедините изделие вместе с муфтой, у вас в запасе будет несколько секунд, чтобы поправить их положение.
Обезжириваем область сварки
Чтобы добиться хорошего и качественного соединения, необходимо для начала обезжирить область сварки. Возьмите ватку и налейте на неё немного спирта. После этого обработайте внутреннюю часть фитинга. Тоже нужно сделать с концом трубы.
Не забудьте удалить частички абразива. Даже пыль может негативно повлиять на качество соединения посредством сварки полипропиленовых конструкций. Именно поэтому так много внимания в инструкции уделяется этому вопросу.
Внимание ! Пыль и абразив вредят тефлоновому покрытию аппарата для сваривания.
Спиртом нужно обработать не только детали, но и насадки. Эта предосторожность позволит избежать налипания пластика. Благодаря этому риск повреждения тефлонового покрытия также уменьшается. Подобное случается довольно часто, когда механическим путём удаляются остатки засохшего полипропилена с рабочей поверхности.
Как проводится монтаж

Монтаж делается тогда, когда смонтированы элементы с фитингами. Также должны быть установлены повороты. Последние лучше всего сваривать отдельно, чтобы не нарушать инструкцию.
Не забывайте, что согласно общей строительной инструкции вы должны позаботиться о переходах между стенами. Также нужно сделать подключение к вводам. Тогда сваривание можно будет осуществлять на весу.
К стенам трубные изделия прикрепляются посредством хомутов. Они обеспечивают надёжное крепление и могут прослужить не один десяток лет. Сама полипропиленовая конструкция просто вдевается в них.
Внимание ! Если у вас частный дом, то пластиковые конструкции не подводятся напрямую к котлу. Для этого понадобится специальный фитинг.
Главной частью фитинга, который соединяет полипропиленовую конструкцию с котлом, является металлическая часть, длина которой около полуметра. Именно она подключается напрямую к обогревателю.
Достоинством конструкций из полипропилена является то, что их можно с лёгкостью прокладывать внутри стен, и это никоим образом не нарушит инструкцию по эксплуатации жилого здания. Тем не менее перед тем как начать пользоваться трубопроводом необходимо осуществить проверку герметичности.
Итоги
Как видите, инструкция по сварке полипропиленовых труб не представляет собой что-либо особо сложное. Достаточно следовать рекомендациям, выдерживать правильную температуру и не забывать о предварительной очистке и обезжиривании деталей.
2015-03-10, 23:23
Здравствуйте уважаемые самоделкины.
Этот пост будет очень полезен тем, кто впервые решил заняться сваркой труб из полипропилена.
Дело это не сложное и не хитрое, но не зная некоторых нюансов, можно получить результат, который называется чёрте-что. И дабы такого не получилось, давайте подробно рассмотрим весь процесс.
Выбираем паяльник
Сперва пройдёмся по паяльнику, на тот случай, если Вы соберётесь его покупать. Замечательный инструмент. Всегда пригодится. Хоть для отопления, хоть для водоснабжения.
Но недавно, мне в магазине попался совсем не дорогой прибор, который шеф тут-же и купил на общак, так как мой как раз сгорел, скорее всего от старости.
По внешнему виду он почти ничем не отличается от своих собратьев, разве что без кейса, и у насадок стенки заметно тоньше чем обычно.
Насадки должны быть вот такими:

Сварка полипропиленовых труб
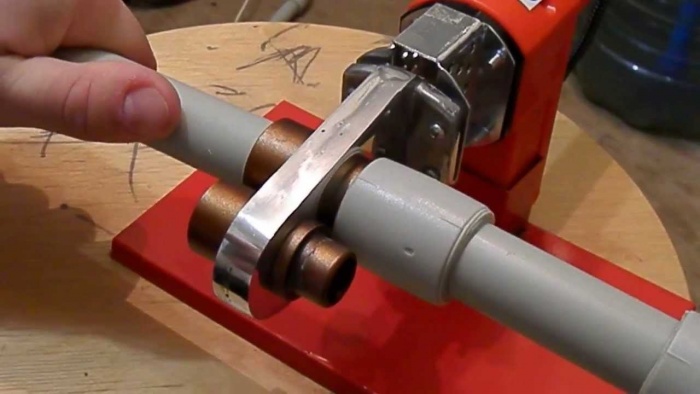
Для сварки труб используются различные фитинги — муфты, уголки, тройники, обводки. Они всегда мамки, а труба, соответственно, папка. Чтоб сделать сварное соединение, и труба и фитинг одновременно прогреваются в насадке паяльника, после чего вставляются друг в друга.
Всё вроде бы просто, но не тут-то было. Давайте подробно.
Во первых, во время прогрева не нужно давить на детали со всей дури. Достаточно с небольшим усилием подавать их навстречу друг другу, по мере плавления. Тогда обе они прогреются равномерно, и на одинаковую глубину.
На Ø20 это происходит очень быстро, на Ø32 и выше, гораздо дольше. Есть даже, в некоторых инструкциях, таблицы с временем прогрева.
Ну если у кого есть возможность сидеть над сваркой с секундомером, то можно использовать их, я же советую просто не спешить, и не засыпать, а равномерно и ровно подавать детали в насадку.
И труба и фитинг, при нагреве, входят в насадку на 15 мм. Это максимальная глубина. Следующий нюанс в том, что не нужно прогревать детали на всю эту глубину.
При сварке Ø20, достаточно прогреть их на 10 мм. Во время прогрева, хорошо видно не какую глубину просаживается фитинг, а вот на трубе, чтоб не "провалиться", желательно отметить 15 мм.


Вынимая детали из насадки, можно чуть-чуть покручивать их туда-обратно вокруг оси, чтоб избежать налипания полипропилена на насадку.


Теперь нужно вставить детали друг в друга и с усилием сжать. Они войдут друг в друга на нужную глубину, то есть на 15 мм, после чего конструкцию можно подкорректировать в течении 10 — 15 секунд.


При сварке больших диаметров, глубина прогрева увеличивается: Ø25 — 12 мм., Ø32 — 14 мм.
Такие ограничения делаются для того, чтоб избежать образования внутренних наплывов. Чем меньше диаметр, тем больше вероятность его образования. Причины обычно две: перегрев, и неровная подача элементов в насадку.
Вот результат перегрева, при плавлении и трубы и фитинга Ø20 на полную глубину, то есть на 15 мм.

Теперь представьте, что будет, когда такой-же наплыв будет с встречного конца. Так что будьте внимательны и не перегревайте детали. Если на муфтах этот момент можно ещё проконтролировать, то на уголках это сделать уже затруднительно.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц