Сварка стыков трубопроводов – требования к сварщику и этапы подготовки труб для сварки
Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 99).

Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на грубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60 - 70°, а величина притупления 2 - 2,5 мм
(рис. 100). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.

Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% от толщины стенки, но быть не более 3 мм
. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2 - 3 мм
.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15 - 20 мм
очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм
прихватка выполняется равномерно по окружности в 4 местах швом высотой 3 - 4 мм
и длиной 50 мм
каждая. При сварке труб диаметром более 300 мм
прихватки располагают равномерно по всей окружности стыка через каждые 250 - 300 мм
.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм
, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1 - 1,5 мм
, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 1 - 2 мм
больше установленного зазора между трубами.
Сварка поворотных стыков.
Первый слой высотой 3 - 4 мм
сваривают электродами диаметром 2-3-4 мм
. Второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов:
1. Стык делят на четыре участка. Вначале сваривают участки 1 - 2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 101). Затем трубу поворачивают еще на 90° и сваривают участки 5 Я 5,- затем поворачивают трубу на 180° и сваривают участки 7 и 8.

2. Стык делят на четыре участка. Вначале сваривают участки 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4 (рис. 102). После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 90° и сваривают участки 7 и 8:

3. Стык делят на несколько участков (при сварке труб диаметром более 500 мм ). Сварку ведут обратно-ступенчатым способом отдельными участками (рис. 103). Длина каждого участка шва (1 - 5) составляет 150 - 300 мм и зависит от диаметра трубы.

Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки (рис. 104). Второй и третий слои выполняются аналогично первому, но в противоположных направлениях. Во всех случаях необходимо каждый последующий слой перекрывать предыдущим на 10 - 15 мм .

Сварка неповоротных стыков.
Неповоротные стыки труб при толщине стенок до 12 мм
свариваются в три слоя. Высота каждого слоя не должна превышать 4 мм
, а ширина валика должна быть равной двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм
свариваются обратно-ступенчатым способом. Длина каждого участка должна быть 150 - 300 мм
, порядок их наложения показан на рис. 105.**
*Первый слой образуется при поступательно-возвратном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается в 140 - 170 а
, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1 - 1,5 мм
на его внутренней стороне. При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого Дугу необходимо держать короткой, а отрывая от ванны, удалять ее не более чем на 1 - 2 мм
. Перекрытие начала и конца смежного слоя должно составлять 20 - 25 мм
.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой (рис. 106, а) или слегка выпуклой (рис. 106,6). Чрезмерная выпуклость шва особенно при потолочной сварке (рис. 106, в) может быть причиной непровара.

Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя, предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1 - 1,5 мм ниже свариваемых кромок (рис. 107). Последний слой выполняют с усилением 2 - 3 мм и шириной на 2 - 3 мм большей, чем ширина разделки кромок. Он должен иметь плавный переход от наплавленного металла к основному.

Сварка горизонтальных стыков. При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10 - 15°, что улучшает процесс сварки без изменения ее качества (рис. 108, а). При сборке неответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 108,6).

Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 108, в), электродами диаметром 4 мм
(при токе 160 - 190 а
) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1 - 1,5 мм
. После первого валика (слоя) зачищают его поверхность. Второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварка выполняется в том же направлении, что и сварка первого слоя (валика). Затем ток увеличивают до 250 - 300 а
и сваривают третий валик электродами диаметром 5 мм
, что повышает производительность сварки. Третий валик накладывают в противоположном направлении, чем сваривался первый шов. Он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более, чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении, чем предыдущий, Трубы диаметром до 200 мм
сваривают сплошными швами, а диаметром более 200 мм
- обратно-ступенчатым методом.
Успех такого сложного соединения во многом зависит от правильного выбора способа сварки труб , который выбирают для конкретного вида металла.
В целом же лучшим вариантом для соединения труб признаётся электродуговая сварка.
Но это под силу только сварщику, имеющему хотя бы минимальный опыт работы. Новичку желательно сначала потренироваться.
При работе с трубами из толстого металла лучше использовать непрерывный способ сварки при токе в 40-60 ампер. Важно именно проварить металл, а не прорезать его. При этом электрод ведётся не очень быстро – иначе качество шва пострадает.
Прерывистую точечную сварку труб применяют при сваривании тонкостенных труб. Здесь необходимо строго следить за процессом, потому, что стенки легко проварить насквозь. Для соединения тонких труб лучше использовать полуавтоматы. Они работают с малой силой тока, обеспечивая отличное качество как непрерывного, так и точечного сварного шва.
Профессионалы советуют при сварке труб ручной дуговой сваркой делать тройной шов – он будет надёжнее одиночного. Наиболее удобно работать сварщику с поворачиваемой трубой. Сварка так называемых поворотных стыков производится следующим образом:
- сначала соединяется одна четверть диаметра трубы;
- потом трубу поворачивают на 180 градусов, и варится противоположный первому шву участок;
- далее новый поворот и сварка второй четверти диаметра трубы;
- после этого производится ещё одно вращение трубы, и соединяется оставшейся участок.
После очистки от окалины на первый шов наносят второй. Заключительный третий шов начинают наносить с противоположной стороны второму шву.

При сварке жёстко зафиксированной трубы применяется иная методика:
- первый шов ведут снизу вверх до половины диаметра трубы, а потом опускается вниз, обратно к началу;
- нанесение второго шва начинают также снизу, но ведут с другой стороны и в обратном направлении.
Другие способы сварки
Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным. При выполнении третьего шва работают по схеме первого варианта.
Самое надёжное соединение даёт многослойная сварка. В некоторых случаях применяют сварку спиралью – очистив от окалины начальный шов, второй ведут параллельно валику первого.

Сварка медных труб
Выбор способа сварки медных труб зависит от назначения соединяемых труб, герметичности шва и иных характеристик. Применяют три метода сварки – электродуговую, контактную и газовую.
Наиболее перспективной признаётся электродуговая сварка с использованием неплавящегося электрода из вольфрама и присадочной проволоки, в состав которой добавлены раскислители.
В качестве защитного газа целесообразно использовать азот, потому что сварка получается дешёвой.
Однако при работе с тонкостенными медными трубами лучше применять аргон.
Самой востребованной остаётся сварка стальных труб – как в производстве, так и в быту. Здесь существенную роль играет квалификация сварщика. Что касается сварочного оборудования, то используются электросварки, газосварки и полуавтоматы.
Перед началом сварки проводят предварительную тщательную очистку кромок от загрязнений и окислов, затем снимают фаску, что позволит получить V-образную площадь, благодаря которой шов станет прочным и герметичным.

При сварке газовой горелкой достаточно одного шва. С целью исключения непровара окончание шва немного накладывается на начало. Сорт присадочного материала должен быть одинаковым с металлом свариваемой трубы.
А самыми распространёнными на сегодня являются электросварка и полуавтоматическая. В обоих случаях процесс начинается с подготовки свариваемых труб. Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
Первый шов «тройкой». Важно заполнить фаску по высоте всего на две трети. После очистки шва от шлака и проверки качества работы, меняют электрод «четвёрку» и приступают к нанесению дополнительного шва.
Сварка оцинкованных труб
Специальная технология сварки оцинкованных труб позволяет соединять их, не нарушая цинкового покрытия. На место стыковки наносят флюс, который и обеспечивает защиту от выгорания покрытия. Под флюсовым слоем цинк сначала от воздействия тепла становится вязко-жидким, затем расплавляется, но не выгорает и не испаряется. По завершению сварки это обеспечивает защиту от коррозии.
При работе с оцинкованным материалом крайне важно наличие вентиляции. В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.

Сварка профильных труб
Основной способ сварки профильных труб – обычное соединение торцов встык. Выполняют её дуговым или газовым методом, но благодаря простоте и качественному шву больше распространён первый из них. Однако электросварка профильной трубы требует опыта работы сварщика, хотя бы небольшого.
Много зависит, к примеру, от правильного подбора электрода. Чем он толще, тем мощнее дуга. Излишне толстым электродом профильную трубу можно прожечь, а слишком тонким получить непрочный шов. Учитывая то, что для данного изделия характерная толщина составляет 1,5-5 мм, подойдут «двойка и «тройка».
При работе с профильными трубами важна скорость движения электрода по материалу. Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов. Оптимальное движение подбирается опытным путём.
Настоящего профессионализма требует сварка газовых труб , которая довольно опасна. Работать нужно быстро и качественно.
Перед началом соединения обрабатывают кромки труб: очищают от загрязнений. Если труба толстостенная – больше 4 мм, то производят скос кромок для облегчения прогревания металла на месте контакта.
Практикуются два способа сварки газовых труб:
- сварка слева направо. Применяют тогда, когда толщина металла больше 5-ти мм. Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%;
- сварка справа налево. Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза». Лучший метод для работы с тонкостенными газовыми трубами.

Способ электродуговой сварки трубопроводов часто применяют при монтаже или изготовлении технологических линий. Производятся они на постоянном или переменном токе.
Экономичным, а значит, более выгодным является сварка на переменном токе, потому что получается меньший расход энергии. Да и оборудование требуется более доступное.
Добавить сайт в закладки
Нужно сказать, что самыми распространенными на сегодняшний день способами сварки являются те, которые производятся плавлением . Это ручная газовая и электродуговая, автоматическая и полуавтоматическая, электроконтактная стыковая и электродуговая виды сварки.

Последней процедурой, после которой отрезки труб будут полностью готовы к сварке, является центровка стыков. От этой операции зависит точность соединения. Правильно исполненная центровка обеспечивают точное совпадение стыков труб и их элементов. Данную операцию должен производить только опытный рабочий
Как уже говорилось ранее, существует множество видов сварок, которые позволяют соединить трубопроводы. Технологические отличия каждого из этих способов позволяют использовать их относительно разных материалов и согласно различным целям. Мы же разберем здесь такой вид соединения труб, как сварка под давлением.
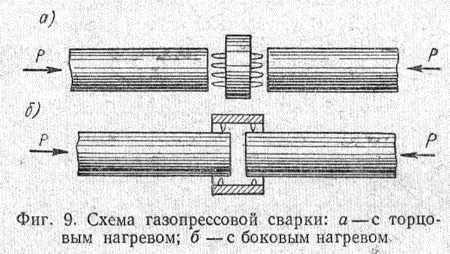
Схема сварки под давлением.
Технологические особенности такого способа соединения трубопроводов заключаются в следующем. Для сварки используется высокая температура, которая нагревает поверхности соединяемых деталей. Нагревание это происходит посредством нагревательного элемента, который вставляется между элементами. Нагреваемый материал доводится до температуры текучести, после чего нагревательный элемент извлекается. Нагретые же части соединяются под сильным давлением и охлаждаются. Это приводит к стыковке и схватыванию.
Сварка под давлением имеет ряд преимуществ, в числе которых и технологические. Однако основным преимуществом сварки под давлением являются ее физические показатели. Так, главнейший параметр, такой как прочность, у сварки под давлением намного выше, чем у прутковой или же еще какой. Нужно отметить, что такой вид сварки как нельзя лучше подходит для соединения трубопроводов большого диаметра.
Для того чтобы произвести сварку под давлением, вам понадобится нагревательный элемент. Этот инструмент имеет плоскую поверхность, что является обязательным условием для соединения трубопроводов. Данное приспособление может изменять значение диаметра, нужного для тех или иных трубопроводов.
Для того чтобы произвести качественную сварку под давлением, вам нужно учитывать несколько параметров. Главнейшим из них является температура нагрева. Она должна быть достаточно высокой. Сварка под давлением должна производиться в состоянии доведения металла до температуры текучести.
Другим параметром, влияющим на качество соединения при сварке под давлением, является продолжительность нагрева. Чем больше этот показатель, тем более качественным и приспособленным к стыку будет металл трубопроводов. Это состояние металла должно соответствовать усилиям, которые прилагаются давлением.
И последним параметром является усилие, которое создается давлением. Это усилие должно быть довольно высоким, чтобы обеспечить качественную, прочную и надежную стыковку трубопроводов. Усилие, создаваемое давлением, должно прилагаться с обеих сторон, и обязательно равномерно.

Схема сварки плавлением.
Теперь же мы поговорим о сварке плавлением. Несмотря на то что данный вид сварки менее прочен, он все же более распространен на производстве, чем сварка под давлением. Это объясняется тем, что рассматриваемый тут способ, его технологические характеристики проще, чем у сварки под давлением.
В отличие от сварки под давлением, рассматриваемая тут операция производится за счет нагрева поверхности и соединения ее посредством сварочного шва. Рассмотрим самый простой способ, для которого не требуются сложные технологические предписания. Этот способ подходит для сварки трубопроводов небольшого диаметра.
Речь пойдет о ручной сварке посредством электродуги. Для того чтобы произвести сварку трубопроводов таким способом, вам понадобится:
- Набор электродов;
- Сварочный аппарат, желательно питаемый от переменного тока;
- Сварочная маска и иная защитная спецодежда.
Сварка предполагает соединение труб, где происходит запайка всего диаметра трубопровода.
Процесс представляет собой запайку всего диаметра стыка трубопровода, который производит сварщик. Запайка осуществляется посредством электрической дуги, создаваемой электродом. Специальная обмазка электрода создает слой по шву, который защищает место сварки от внешних воздействий.
В современном строительстве используются разные виды труб. Естественно, что технология сварки труб выбирается в зависимостиот материала изготовлениясвариваемых изделий.
Прежде чем рассказать о технологии, нужно более детально остановиться на том, какие существуют способы сваривания труб в современных условиях.
Способы сварки труб
Различают три способа сварки трубопроводов, это:- Термические;
- Термомеханические;
- Механические.
К термическим видам отнесены все способы соединения кромок плавлением. Это дуговая, газовая, лазерная, плазменная и другие аналогичные способы. Термомеханические методы включают в себя стыковую контактную сварку и сварку при помощи магнитоуправляемой дуги. К механическому классу относят сварку взрывами и трением.
Кроме того, способы сварки можно классифицировать по следующим параметрам:
- По условиям формирования шва (принудительное или свободное формирование);
- По типу носителя энергии (газовая, лазерная, дуговая и пр.)
- По методу защиты зоны формирования шва (в защитных газах, под флюсом и пр.)
- По степени автоматизации (ручная, автоматическая, роботизированная и пр.).
При строительстве магистральных трубопроводов в большинстве случаев используется автоматическая дуговая сварка под флюсом. Однако возможности применения этого метода ограничены условием необходимости вращения стыка.
Если возникает необходимость сваривать трубы в неповоротном состоянии, применяется ручная дуговая сварка. Этот метод позволяет производить сварку в самых разных пространственных положениях, в том числе и потолочном, которое считается наиболее сложным.
При использовании сварки в защитных газах, выделяют разновидности в зависимости от типа используемого газа. Это может быть сварка в инертной среде (гелий, аргон), в активной среде (азот, углекислый газ), или в смеси активного и инертного газов.
При применении сварочных электродов принято выделять сварку при помощи плавящихся и неплавящихся (вольфрамовых) расходных материалов.
Перспективным способом является лазерная сварка, при которой в качестве носителя энергии выступает луч лазера. Этот способ сварки отличается высокой скоростью до 300 м/ч. Контактные способы сварки осуществляются за счет разогрева кромок свариваемые деталей.
Например, при дугоконтактной сварке разогрев происходит за счет воздействия дуги, которая вращается магнитным полем с большой скоростью. Это способ применяется для небольшого диаметра.
Требования, предъявляемые к качеству сварных швов при строительстве трубопроводов
Основными документами, которые регулируют правила работы при строительстве трубопроводов различного назначения, являются СНиПы, на основе которых были созданы «Сводные правила, регламентирующие порядок выполнения сварных работ и качество сварных швов» СП 105-34-96
.
В этих документах зафиксированы требования к квалификационным испытаниям сварщиков, правила подготовки труб к проведению работ, задачи контроля качества выполненных соединений и условия проведения ремонта и исправления дефектов, допущенных при сварке.
Кроме того, существуют технологические инструкции по проведению сварочных работ на трубопроводах (ВБН А.3.1.-36-3-96 и ВСН 006-89) и по методам осуществления контроля качества сварки (ВСН 012-88).
В этих нормативных документах отражены основные положения технологий, используемых при проведении ручной и автоматической сварки при строительстве трубопроводов различного назначения.
Положения приведенных инструкций не затрагивают вопросов сооружения трубопроводов для транспортировки агрессивных и коррозионноактивных продуктов.
В списке документов, регламентирующих такой процесс, как сварка труб – гост, в котором зафиксированы требования к применяемым материалам.
В странах СНГ стальные трубы для сооружения трубопроводов подбираются в соответствии с ГОСТ 8731-8734 группы B.
Сварочные материалы, необходимые для строительства трубопроводов, выбираются в соответствии с требованиями ГОСТ 9466 –9467, а контроль выполненных соединений должен осуществляться по правилам, зафиксированным в ГОСТ 7512 и ГОСТ 14782.
За рубежом в качестве нормативных документов при выполнении сварочных работ на трубопроводах используются международные и национальные стандарты. В числе наиболее распространенных, используемых в США и развитых странах Европы – API 1104, BS 4515 и API 5D.
Контроль качества соединений осуществляется в соответствии с требованиями международного стандарта ISO 8517 или его европейского аналога EN 25817.
Подготовка кромок труб для проведения сварки

Перед началом проведения работ необходимо удостовериться, что трубы и остальные детали трубопроводов полностью соответствуют требованиям, зафиксированным в нормативных документах. Концы труб и деталей должны иметь форму, которая соответствует выбранному процессу сварки.
Поэтому подготовка труб под сварку, в большинстве случаев, заключается в механической обработке кромок.
В некоторых случаях требуется проведение термической подготовки кромок, например, газокислородной или воздушно-плазменной резки.
Совет! Перед началом сборки необходимо тщательно очистить внутренние полости от попавшей туда грязи и влаги и провести зачистку кромок до появления металлического блеска.
При необходимости допускается сваривание труб, имеющих разную толщину стенки, однако у этого допущения имеются ограничения.
- При использовании труб с толщиной стенки менее 12,5 мм, допустимая разница составляет 2 мм;
- При использовании труб с толщиной стенки более1 2,5 мм, допустимая разница составляет 3 мм, при условии исключения смещения стыкуемых кромок.
При включении в трубопровод дополнительных элементов, сильно отличающихся по толщине стенке, необходима установка переходников заводского изготовления с промежуточной толщиной.
Особенности газовой сварки
При выполнении газовой сварки трубы соединяют стыковым способом с образованием выпуклого шва. Размер выпуклости шва, как правило, зависит от диаметра трубы, а также от толщины стенок.
При сваривании труб с толщиной стенки до 3 миллиметров, швы выполняют без скоса кромок, оставляя стыковой зазор в размере половины толщины стенки свариваемого изделия.
Если толщина свариваемых труб больше указанного значения, то необходима предварительная операция по выполнению скоса с углом до 45 градусов. Во время работы необходимо следить, чтобы расплавленный металл не попадал внутрь, чтобы не сократить диаметр трубопровода.
Как правило, газовая сварка труб осуществляется поворотным методом, при этом необходимо придерживаться нижнего положения шва.
Однако выполнение данного условия возможно не всегда, поэтому допустимо проведение сварки в потолочном и вертикальном положениях.
Основными инструментами для проведения газовой сварки являются горелка и резак. В конструкции горелки предусмотрено устройство для подведения газов – кислорода и ацетилена.
Эти два газа поступают в камеру смешения, а затем в сопло горелки. При помощи регуляторов сварщик имеет возможность регулировать количество поступления того или иного газа.
Процесс сварки осуществляется за счет нагрева соединяемых кромок до температуры плавления. В этом же пламени, которое разогревает кромки, расплавляется присадочная проволока, металл которой заполняет зазор между свариваемыми элементами.
Технология выполнения ручной дуговой сварки
Как правило, большая часть работ при строительстве трубопроводов, проводится с использованием ручного метода дуговой сварки. Применяя этот способ, можно соединить отдельные детали в секции, выполнять переходы через преграды, производить сварку захлестов, сварку различных деталей и пр.
Технология выполнения сварочных работ этим методом зависит, прежде всего, от материала данного .
В зависимости от того, какой марки применялась при изготовлении труб, а также от условий, в которых будет использоваться трубопровод, выбираются приспособления для сварки труб и вид сварочных материалов.
После этого устанавливается технология сварочных работ, которая зависит от толщины стенки свариваемых деталей и от их диаметра.
Основным правилом, при выполнении сварочных работ методом дуговой сварки, является требование к минимально возможному количеству слоев в шве. Так, если нужно сварить трубы с толщиной стенки не более 6 мм, то необходимо выполнять двухслойный шов. При большей толщине трубы допускается выполнение трехслойных швов.
Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, в результате которого должен образоваться равномерный по высоте валик.
Наружная поверхность этого шва должна иметь мелкочешуйчатую структуру и отличаться плавностью сопряжения с боковой поверхностью разделки.
Заполняющие слои сварного шва должны надежно проплавлять кромки деталей и сплавляться между собой. После выполнения каждого слоя необходимо проведения тщательной зачистки шва от образованного шлака.
В зависимости от типа используемых электродов, можно выделить три наиболее часто применяемые схемы сварки.
Это:
- Сварка, выполненная с использованием электродов, имеющих основное покрытие;
- Сварка, выполненная с использованием электродов, относящихся к типу газозащитных;
- Сваривание корневого шва с использованием электродов газозащитного типа, дополненное выполнением заполняющих и облицовочных слоев с применением электродов, имеющих основное покрытие.
Таким образом, ответ на вопрос, как правильно сваривать трубы, используя ручную дуговую сварку, зависит от выбранной технологии.
Так, при использовании электродов основного типа, как правило, швы выполняются по направлению снизу вверх с применением поперечных колебаний, размах которых зависит от ширины стыка. При выполнении работ на трубах большого диаметра одновременно работают до четырех сварщиков.
Сварка производится от надира по направлению вверх, при этом, в верхней части стыка необходимо обеспечить смещение замка примерно на50 мм от точки, расположенной в нижней части.
Если работает два человека, то работа первого ведется направлению (ориентируясь на циферблат часов) 6-9-12, а второго – 6-3-12. При работе вчетвером первая пара осуществляет сварку по направлению 6-9 и 6-3, а вторая, соответственно, 9-12 и 3-12.
При применении электродов, относящихся к газозащитному типу, коренной шов выполняется по направлению сверху вниз, при этом колебательные движения исключаются. производится при постоянном токе, с опорой конца электрода на кромки труб.
Применение автоматической сварки при строительстве трубопроводов
В последнее время при строительстве трубопроводов все чаще применяется автоматическая сварка труб под флюсом.
Осуществление этого процесса сопровождается рядом сложностей:
- В процессе происходит затекание металла образующегося шва вовнутрь трубы, поэтому необходимо либо применять технологические подкладки, либо проводить сваривание корневого шва ручной сваркой;
- Возможно растекание расплавленного металла по поверхности детали, особенно если производится заваривание стыков у труб небольшого диаметра.
Невозможность контроля процесса формирования шва в процессе осуществления сварки.
Для того чтобы избежать названных негативных моментов, разработаны особые технологии сваривания поворотных стыков с использованием сварочных автоматов.
Для обеспечения высокого качества сварного соединения используют:
- Сварку с использованием подкладного кольца;
- Сварку, допускающую свободное формирование корневого шва с внутренней стороны трубопровода и принудительное формирования наружного шва.
- Двустороннюю сварку под флюсом;
- Сварку, проводимую в среде углекислого газа.
На практике, чаще всего, используется метод автоматической сварки с применением подкладного кольца. Перед проведением сварки разрезное кольцо шириной 25-40 мм вставляют одну трубу, добиваясь плотного соединения и производя прихватку ручной сваркой.
Затем на выступ свободной части кольца надевают вторую трубу и прихватывают ее конец, следя, чтобы зазор между деталями не превышал 1 мм.
Так может быть собрано несколько подобных секций, которые потом подаются на установку автоматической сварки. Сварка каждого из стыков осуществляется в два слоя.
После того, как будет заварен первый слой, сварочный автомат передвигается к следующему стыку, а первый тем временем проходит подготовку под сварку вторым слоем, которая заключается в очищении шва от шлаков.
Все большее распространение приобретает и технология сваривания поворотных стыков в среде углекислого газа.
Особенности сварки труб из пластика
Сегодня на рынке имеется большой выбор пластиковых труб, которые отличаются по свойствам и составу. При проведении монтажа трубопроводов из пластиковых труб важно учитывать особенности выбранного материала.
Некоторые виды труб из пластика соединяются механическим способом, для соединения других необходима сварка и специальный инструмент для сварки пластиковых труб.
Принято различать три вида сварки для труб из полимерных материалов:
- Стыковой способ;
- Муфтовая или раструбная сварка;
- Электромуфтовая сварка.
Совет! При монтаже пластикового трубопровода важно убедиться, что свариваемые элементы совместимы между собой по химическим и физическим свойствам. Кроме того, важно, чтобы элементы имели равный диаметр и одинаковую толщину стенки.
Чтобы была произведена качественно, требуется соблюдение ряда условий.
Итак:
- Свариваемые поверхности должны быть чистыми;
- При проведении сварочных работ на улице в условиях низких температур, ветра или яркого солнца необходима установка защитной палатки для ограждения места проведения сварки;
- Во время проведения работ и в процессе остывания труб очень важно исключить любое механическое воздействие на область соединения;
- Свободные концы труб должны быть защищены заглушками, чтобы исключить возможность охлаждения места сварки приточным воздухом;
- После окончания работ обязательным мероприятием является тестирование качества соединения.
Правила проведения стыковой сварки регламентируются нормативным документом СП 40-102-2000. Этот метод применяется для соединения труб, имеющих диаметр более 50 мм и толщину стенки более 4 мм. После проведения торцевания и подгонки кромок осуществляется нагрев торцов под давлением для образования валика.
Совет! Стыковой метод сварки используется для сваривания не напорных трубопроводов из полипропилена и полиэтилена.
Раструбная сварка делится на несколько этапов. Сначала необходимо произвести очистку свариваемых поверхностей. Далее осуществляется нагрев фитинга и трубы, после чего труба вставляется в фитинг. Последний этап – охлаждение с сохранением заданного положения.
Этот метод применяется для сваривания труб из полипропилена и полибутилена. Этим же методом может быть осуществлена сварка труб под углом.
Метод электрофузионной сварки заключается в использовании специальных муфт, которая сделана из материала труб. В процессе нагрева осуществляется расплавление и смешивание пластика трубы и муфты, в результате чего образуется качественное и долговечное соединение.
Подводя итог можно сказать, что технология по свариванию труб зависит от многих факторов, которые обязательно нужно учитывать при проведении сварочных работ.
В наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
При строительстве магистральных трубопроводов приходится: собирать и сваривать миллионы стыков труб большого диаметра. Укладка трубопроводов может быть либо непрерывной, либо секционной. В первом случае производят последовательное наращивание, причем все стыки выполняют без вращения труб. Во втором случае первоначально сваривают секции, вращая при этом трубы, а затем на трассе стыки выполняют без вращения. В СССР на строительстве магистральных трубопроводов применяют главным образом секционный способ укладки труб. Трубы длиной 12 м поступают на полевые сварочные базы, где их соединяют в секции длиной 24-36 м. Эти секции на специальных автомашинах транспортируют на трассу и сваривают в плети.
Сборка стыков труб является важнейшей операцией, во многом определяющей качество сварки. При сборке необходимо обеспечить соосность труб, достаточно точное совпадение свариваемых кромок и равномерный зазор в стыке, позволяющий проварить корень шва по всему периметру. Для этой цели применяют центраторы наружные или внутренние. Применение внутренних центраторов позволяет механизировать операцию сборки более полно. Кроме того, собранный стык оказывается целиком доступным для сварки и корневой шов можно выполнить от начала до конца без остановок и прихваток. Для внутреннего центратора используют механизм типа «зонтик» с радиальным приложением сил к кромкам труб (рис. 15.51).
Два ряда 2, 3 центрирующих элементов могут разжиматься независимо, а сжиматься - одновременно. Последовательное разжатие заднего и переднего рядов центрирующих элементов 2, 3 достигается подачей масла под давлением в полости 8 и 1. При этом движение каждого из конусов 6 и 7 через ролики 5 и жимки 4 передаются башмакам, которые непосредственно соприкасаются с поверхностями собираемых труб и обеспечивают их центровку. Для освобождения стыка после сборки и прихватки масло подается в полость 9, обеспечивая одновременный отвод центрирующих элементов обоих рядов. Центратор внутрь трубы обычно вводят с помощью штанги. При использовании центратора в качестве вращателя штангу закрепляют в подшипникам и сообщают ей вращательное движение.
При сборке и сварке секций на полевых базах используют механизированные трубосварочные линии типа МТЛ (рис. 15.52).

Трубы с накопителя 2 поочередно манипулятором укладывают на рольганг 3. Сборку выполняют с помощью гидравлического внутреннего центратора 1, закрепленного штангой и используемого в качестве вращателя. Первая труба рольгангом 3 надвигается на центратор так, чтобы ее торец располагался на расстоянии 15- 20 мм от ряда жимков центратора, которые при разжатии фиксируют ее в этом положении. Вторая труба подается рольгангом 3 до соприкосновения с первой и фиксируется разжатием второго ряда жимков центратора, чем достигается центровка стыка. Сцентрированные трубы приподнимаются над роликами продольного перемещения, и при вращении трубы два сварщика одновременно выполняют корневой шов полуавтоматами в среде СО 2 или ручной дуговой сваркой. Сваренная первым слоем двухтрубная секция подается рольгангом вперед, на ее место на центратор надвигается третья труба, и цикл сборки стыка и сварки первого слоя повторяется. После этого собранная трехтрубная секция перегружателем передается на промежуточный стеллаж 4, а затем на второй стенд 5, где стыки окончательно сваривают автоматами под флюсом с помощью торцового вращателя 6.
Поворотные стыки труб диаметром 1420 мм с толщиной стенки до 17 мм необходимо выполнять двусторонней сваркой.
Торцы труб проходят механическую обработку с одновременным нанесением риски на внутренней поверхности для автоматического направления внутренней сварочной головки по стыку. Сборку выполняют с помощью самоходного центратора, вращение обеспечивается поворотными роликами стенда. Сначала сваривают наружные швы 1 и 2, затем внутренний шов 3 (рис. 15.53). Автоматическую сварку внутреннего шва под флюсом выполняет оператор, который наблюдает за процессом по приборам.

Выполнение неповоротчых стыков магистральных трубопроводов большого диаметра весьма трудоемко. Использование трубоукладчиков и внутренних гидравлических центраторов обеспечивает механизацию процесса сборки, однако сварку по-прежнему выполняют, как правило, вручную. Для ускорения темпа укладки трубопроводов процесс сварки расчленяют на ряд последовательных операций. При поточно-расчлененном методе одновременно работают звено сборщиков и несколько звеньев сварщиков. Впереди движется звено сборщиков, собирая стыки с помощью внутреннего центратора. Двигаясь за ними от стыка к стыку, каждое звено сварщиков выполняет свой слой шва, а каждый сварщик - определенный участок этого слоя.
При укладке трубопроводов диаметром 114-529 мм используют оборудование для контактной сварки стыков труб с внешним кольцевым трансформатором (установки ТКУС и ТКУП). Стационарная установка ТКУС имеет неразъемную сборочно-сварочную головку. Передвижная установка ТКУП, используемая для сварки стыков на трассе, имеет разъемную сварочную головку, подвешиваемую на стреле специального трактора. Для контактной сварки стыков труб большого диаметра (720 - 1420 мм) целесообразным оказалось оборудование с внутренним трансформатором. В ИЭС им. Е. О. Патона создана внутритрубная машина для сборки и сварки неповоротных стыков непосредственно на трассе (рис. 15.54).
Механизм передвижения 1, гратосниматель 2 и электродвигатели 3 с насосной установкой 4 смонтированы в заднем блоке, соединенном с передней сварочной частью шарниром, закрытым кожухом 6. Ходовая часть состоит из приводных роликов, расположенных по окружности и прижимаемых к внутренней поверхности трубы для создания тягового усилия. Поддерживающие ролики 5 равномерно расположены по длине. Маршевая скорость машины составляет 28 м/мин, установочная -1 м/мин. Внутритрубный центратор с двумя распорными патронами 7 и 10 создает суммарное радиальное усилие 10 - 14 МН, что обеспечивает передачу усилия осадки при сварке до 4 МН. Внутренний кольцевой сварочный трансформатор имеет контактные губки 8, 9, закрепленные в разных патронах центратора. Контактная сварка оплавлением осуществляется автоматически по заданной программе. Схема сборки неповоротных стыков на трассе с использованием описанной внутритрубной машины показана на рис. 15.55.

Производительность агрегата составляет шесть стыков в час. Широкое использование таких машин, по-видимому, позволит обеспечить комплексную механизацию всего цикла сборочно-сварочных работ при укладке магистральных трубопроводов большого диаметра.
Очень много стыков труб приходится выполнять при сооружении нефтяных, химических и металлургических заводов. Современный нефтеперерабатывающий завод может иметь 500-600 км обвязочных и 1500-1600 км межцеховых трубопроводов. Эти трубопроводы имеют большое количество вварных деталей. В среднем на 10 м обвязочного трубопровода приходится устанавливать две задвижки, четыре фланца, два угольника, сваривать до десяти стыков, вваривать два штуцера. Часть вварных деталей также изготовляется с помощью сварки. Межцеховые трубопроводы отличаются от обвязочных большим диаметром труб и меньшим количеством привариваемых деталей.
Сборку и сварку большинства стыков заводских трубопроводов обычно выполняют в трубозаготовительных цехах, а на монтаже сваривают только стыки, соединяющие готовые секции или узлы. В условиях цеха трубы со склада направляют в заготовительное отделение, где их обрезают и скашивают кромки. Затем трубы подают на сборку, куда поступают и готовые детали (отводы, тройники, фланцы, переходы и т. п.). Сборку узлов производят на столах-стендах, оснащенных приспособлениями, позволяющими собирать элементы в определенном диапазоне размеров.
Разделение элементов на группы по типоразмерам позволяет выделить из технологического процесса значительную часть операций с большими партиями однотипных деталей и организовать производство узлов в специализированных поточных линиях. В таких линиях собирают и сваривают отдельные подузлы, например трубу с фланцем или угольником, потом эти подузлы, поступают на укрупнительную, а затем окончательную сборку готовых узлов. В крупных трубозаготовительных цехах при выпуске больших партий узлов одинаковых размеров используют специализированные установки дуговой автоматической сварки, а также применяют контактную сварку стыковых соединений.
Неповоротные монтажные стыки труб сваривают вручную или специальными автоматами в среде защитных газов. Использование автоматических головок, обегающих стык, необходимо для выполнения труднодоступных швов. При изготовлении монтажных стыков ответственных трубопроводов их сборка под сварку автоматической головкой, обегающей стык, выполняется обычно с помощью специального центратора, исключающего необходимость прихваток.
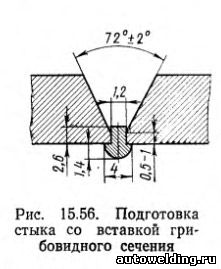
В нефтяной, химической и атомной промышленности применяют трубы из специальных сталей, цветных металлов и их сплавов, предназначенные для работы при высоких давлениях и в агрессивных средах. Технология сварки таких труб весьма разнообразна, но обязательно надежное проплавление всего сечения. Высокие требования часто предъявляют к состоянию поверхности и очертанию сварного шва внутри трубы. Так, в атомной промышленности при выполнении стыков трубопроводов контактную сварку не применяют из-за необходимости тщательного удаления грата. В этом случае основным методом является аргонодуговая сварка без присадки, а если трудно собрать стык без зазора, то с присадкой в V-образную разделку.
Для обеспечения надежного проплавления и хорошего формирования проплава при выполнении первого слоя часто используют специальное расплавляющееся кольцо грибовидного сечения (рис, 15.56).
Значительный объем работ по сварке труб выполняют в котлостроении и аппаратостроении. Стыкование труб экранов и змеевиков производится преимущественно контактной сваркой оплавлением с последующим удалением грата. Соединения труб с трубными досками являются основными узлами большинства теплообменников. Соединения бив (рис. 15.57) просты в подготовке, но сложны для сварки из-за большого различия толщин сопрягаемых элементов.

Соединение а воспроизводит соединение с отбортовкой и хотя сказывается сложнее в подготовке, но зато более удобно для сварки. Интересным является технологическое решение образования выступа в месте вварки трубы, показанное на рис. 15.58.

Для увеличения теплоотдачи или для других целей часто приваривают к трубам продольные или спиральные ребра. При выполнении таких операций целесообразно использовать контактную сварку токами высокой частоты, как показано на рис. 15.59.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц