Как сварить металл с нержавейкой. Инверторная сварка по нержавейке — особенности работы с материалом
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали - выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
Зная о вышеописанных свойствах металла можно выбирать и , что позволит получить качественный результат.
Подготовка металла
Как правильно варить нержавейку показано на различных видео. Но все эти способы подразумевают предварительную подготовку материала под сварку. Эти этапы включают ряд действий:
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а наоборот их требуется плотно подвести друг ко другу.
- В материале с толщиной от 4 мм и выше, для качественного провара, требуется выполнить разделку кромок. Это производится «болгаркой» или напильником. Благодаря этому будущий шов становится немного шире и глубже, что лучше связывает свариваемые стороны.
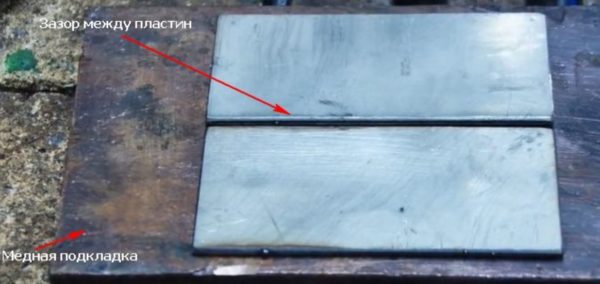
- Между пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется предварительно подогревать.
- Чтобы зафиксировать пластины и не дать им изменить положение во время сварки, ставится несколько прихваток по всей длине соединения.
- После этого можно приступать к ведению шва.
Чем варить нержавейку: суть методов и технология процесса
Технология сварки легированных сталей подразумевает использование электрической дуги, позволяющей плавить металл, и создания защитного газового облака. Существует три способа сварить нержавейку.
Покрытыми электродами (MMA )
Суть метода заключается в использовании источника тока ( с или ), подсоединяемого одним концом (массой) к изделию, а вторым к . Сварочный ток создает дугу между ними, способную плавить металл и формировать шов. Кроме краев пластин плавится и стержень электрода, который состоит из похожего по составу к основному металла. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особый газ.
Это отличный вариант, когда требуется сварка нержавейки в домашних условиях . Аппараты доступны по цене и компактны для хранения в кладовке или гараже. Транспортировка не требует много места, а легкий вес позволяет работать на любой высоте. Электроды по нержавейке доступны в продаже.
После подготовки металла процесс сварки выполняется ведением электрода по линии соединения. Первый проход необходимо произвести ровно, наклонив электрод на себя или в удобную сторону. В этом же направлении и ведется шов. Расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм. Когда свариваемые пластины толстые, то требуется несколько проходов. После каждого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и заполнения места соединения.
Настройки на аппарате выставляются соответственно изделию:
Полуавтоматом
Нержавеющие стали свариваются отлично полуавтоматом. Это более изящный процесс, позволяющий быстро и качественно заварить соединение любой толщины. Источником тока выступает аппарат с постоянным напряжением или инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
Горелка совмещает в себе подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматически подающаяся тяговым механизмом. Напряжение через мундштук переходит на проволоку и между ней и изделием возбуждается дуга. Одновременно происходит обдув защитным газом, предотвращающий контакт с внешней средой. Для соединения нержавейки используют чистый аргон или его смеси с углекислотой.
Из того же материала, что и свариваемые детали. Ее диаметр и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые параметры следующие:
Для создания особо прочных швов, подвергающихся химическому воздействию на предприятиях, применяют , которая имеет трубчатое строение и включает в себя , дополнительно защищающий зону сварки. После окончания шва флюс застывает на поверхности в виде шлака и требует отбития. Швы ведутся с колебательными движениями, справа налево или наоборот. Важно следить за полным заполнением зоны соединения присадочным металлом. Это хорошо контролировать, поскольку при сварке обычной проволокой нет шлака, мешающего обзору.
Полуавтоматические аппараты стоят дороже инверторов и требуют дополнительной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно быстро вести работы.
Аргоновая сварка
Сварка тонкой нержавейки особенно хорошо удается аппаратами с постоянным током и . Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает постоянный ток, . По каналу к горелке подводится напряжение и газ. Ток передается через прижимной механизм на . Между ним и пластинами зажигается электрическая дуга. Кончик электрода, заточенный как игла, позволяет формировать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а лишь нуждается в периодической заточке. Оплавляются кромки свариваемого материала и дополнительно подается присадочная проволока. Она должна быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, поэтому данный метод требует определенных навыков и тренировок.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только ограждает сварочную ванну от внешней среды, но и помогает остужать электрод и конец зоны сварки.
Швы таким методом ведутся справа налево, с наклоненной горелкой. Если необходимо тоненькое соединение, то никаких колебаний не требуется. В случае широких стыков, выполняются поперечные движения электродом. Зазор между ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтобы было удобно вести шов, но не перегревать вольфрам. Рекомендуются следующие параметры:
Сваривание нержавейки - это интересный процесс, позволяющий получить качественное соединение, способное служить длительный срок. В домашних условиях наиболее подходит сварка покрытым электродом инвертором. Но если предстоит большой объем работ, то лучше воспользоваться полуавтоматом. Для соединение тоненьких пластин идеальна аргоновая сварка.
Ноябрь 26, 2015
Чем лучше варить нержавейку в домашних условиях?
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов - металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь - материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать нержавеющую сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке
У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться - изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности - потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 1300 0 С) хром превращается в карбид (Cr 23 C 6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия - появление на границах зерен стали посторонних соединений - карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ - охлаждение зоны сваривания. Если вы работаете с нержавеющей сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали

Чем можно варить нержавейку? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды - до 35 мм, диаметром 1,6 – 2 мм.
Видео: пайка нержавейки с медью
Твердым припоем П-14, при помощи газовой горелки (кухонного фломбера)
Перед сваркой зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавейка при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:

Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный .
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Вывод:
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц