Программа для расчета выхода заготовки из бревна. Методики раскроя бревна на ленточной пилораме
Для обработки бревен на ленточной пилораме необходимо придерживаться принятой технологии. Таким образом можно получить максимальное количество качественных материалов — досок и бруса. Но предварительно следует ознакомиться с основными правилами раскроя.
Виды распила древесины
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
Различают следующие типы распилов:
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Для составления максимально точного раскроя рекомендуется использовать специальные программы. Они учитывают не только габариты исходного материала, но и породу древесины.
Распиловка на пилораме с вращением бревна на 180°
Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Подробная схема чаще всего применяется для изготовления рустикальных досок, к которым предъявляются пониженные требования качества.
Распиловка на пилораме с вращением бревна на 90°

Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
При достаточно большом количестве дефектов можно не откладывать заготовку, а выполнить ее обработку методом разворота на 180°.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:
Расчет оптимального распила бревна с помощью программы Excel. Для каждой лесопилки важно максимально минимизировать сырьевые отходы производства. От этого существенно зависит рентабельность производства строительного бревна.
Пример расчета распила строительных бревен в программе Excel
Программа для расчета распила бревна будет полезна малым предпринимателям готовым создать свой бизнес по производству оцилиндрованных бревен и стройки деревянных
На распил поступает некоторое количество бревен, длиной 10 метров каждая. Лесопилкой заключен контракт на поставку сырья из древесины в таком количестве:
- 100 бревен по 5 метров;
- 200 бревен по 4 метра;
- 300 бревен по 3 метра.
Каким будет оптимальное количество бревен, которые должны быть распилены для выполнения контрактных условий? Иными словами, как распилить доски с минимальным количеством отходов производства?
Решение задачи на распилы бревен
Для составления модели решения необходимо определить все возможные варианты распила бревна длинною по 10 метров каждое на 3-, 4- и 5-метровые отрезки с учетом длины отходов. Результатом таких расчетов является выявление 6 вариантов распила:
- 2 бруса по 5м (0м отходов).
- 2 бруса 5м + 4м (1м отходов).
- 2 бруса 5м + 3м (2м отходов).
- 3 бруса 3м + 3м + 4м (0м отходов).
- 2 бруса по 4м (2м отходов).
- 3 бруса по 3м (1м отходов).
По условию задачи X і распиливаются способом і. Тогда будет верна схема:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Можно составить такую систему:

Следующим шагом будет подготовка таблицы Microsoft Excel, которая будет содержать исходные условия задачи.
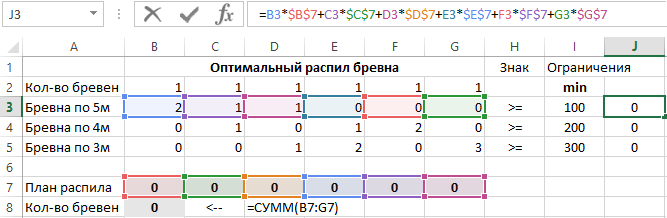
Для расчета левой части ограничения и целевой функции вводятся соответствующие формулы. Ячейки J3:J5 заполоните этими формулами:
А в ячейку B8 введите формулу: =СУММ(B7:G7).
Далее заполняется форма модулей «Поиск решения» и «Параметры поиска решения». Для этого перейдите на ячейку B8 и воспользуйтесь инструментом на вкладке «ДАННЫЕ»-«Анализ»-«Поиск решения». Если на этой вкладке у Вас отсутствует данный инструмент, тогда ознакомьтесь с инструкцией.
Все фото из статьи
В этой статье мы расскажем о том, как выполняется раскрой бревна на ленточной пилораме. Кроме того, мы рассмотрим, каковы критерии подбора того или иного способа обработки древесины и как это влияет на характеристики готовых пиломатериалов.
Способы раскроя бревен для получения различных пиломатериалов разрабатывались и совершенствовались с давних пор, так как это единственная возможность получить из цельного ствола дерева обрезную доску, брус и прочие категории аналогичных изделий.

С давних пор по сей день способы обработки древесины эволюционировали, а кроме того, появилось новое более производительное оборудование, позволяющее получить необходимые пиломатериалы быстро и с минимальным количеством производственных отходов.
Особенности переработки древесины
Инструкция обработки сырья и получения пилопродукции состоит из целого ряда технологических операций, включая продольный раскрой бревен, торцовку пиломатериалов и обрезку по ширине, сортировку по типоразмерам, сортировку по качеству изготовления, сушку и складирование.
Каждый из перечисленных этапов важен с точки зрения качества готовой продукции. Но, именно раскрой является наиболее трудоёмким и ответственным этапом, в ходе которого формируются основные характеристики готовых пиломатериалов.
Составление плана раскроя бревен на пиломатериалы (выбор подходящего способа переработки) зависит от породы древесины, от типоразмеров сырья, от степени влажности, от плотности и твердости и от многих других факторов. Разумеется, способ переработки сырья в немалой степени определяется исходя из уровня технической оснащенности предприятия.
Рассмотрим, какое оборудование применяется для промышленной распиловки древесины и какие способы актуальны для каждой категории этого оборудования.
Оборудование для раскроя и особенности его применения
Для продольного раскроя бревен применяются следующие категории оборудования:
- Одиночные ленточные или круглые (циркулярные) пилы – традиционное решение, используемое с давних пор.
- Группа рамных пил — более прогрессивное решение, которое позволяет существенно повысить производительность переработки сырья без ущерба для качества готовой продукции.
Рассмотрим подробнее особенности применения перечисленных категорий оборудования.
- Индивидуальная распиловка - это метод, при котором применяются одиночные пилы. В этом случае за один проход пилы удается получить только один рез. Поэтому древесный ствол целиком удается раскроить за несколько проходов.
Важно: Преимуществом индивидуальной распиловки является независимость каждого последующего реза от предыдущего.
То есть, распиловка может осуществляться в разных плоскостях.
В итоге появляется возможность более рационально использовать те или иные свойства разных частей бревна.
В то же время этот метод малопроизводителен, а потому не пригоден для применения в условиях крупных деревообрабатывающих предприятий.
- Групповая распиловка
- это технологический процесс, в ходе которого используется группа рамных пил.
Преимуществом данного метода является то, что бревно разделывается полностью за один проход. За счет этого экономится время и, как следствие, удешевляется продукция. Но нужно помнить, что групповая распиловка выполняется в одной плоскости.
На сегодняшний день наибольшее распространение получили следующие категории оборудования для групповой распиловки:
- узко-просветные вертикальные рамы, станки с круглыми пилами, фрезернопильные станки (диаметр перерабатываемого сырья от 14 до 22 см).
- средне-просветные вертикальные рамы (диаметр от 24 до 48 см)
- широко-просветные вертикальные рамы, двойные и четверные агрегаты ленточнопильного типа (диаметр перерабатываемого сырья свыше 50 см).
Новый посетитель
Зарегистрированный посетитель
Подробное описание функций программ раскроя бревна. Мы предлагаем вам помощник, который увеличит выход древесины на 10-15%, а процесс подготовки технологических карт раскроя ускорит на 500-700%.

Программа Pi2 раскроя бревна на доски одной заданной ширины и толщины.
Выполнение Pi2 дает следующий результат:1. Технологические карты раскроя бревен.
2. Повышение производительности пиления на 10-15%.
3. Сокращение зависимости производительности и качества пиления от человеческого фактора.
Возможны „обратные“ вычисления
: пользователь указывает только размеры доски, а программа предлагает (рассчитывает) минимальный размер бревна,
которое нужно для производства этой доски. Вы можете сортировать бревна в зависимости от размера досок.
Чтобы выбрать лучший раскрой
(наибольшая выработка), выполните множество расчетов. Отчет вычисления представлен в Excel.
Удобно импортировать данные в свою систему учета.
Pitago (Питаго) - умный помощник инженера...
Точка обзола* - это расстояние в метрах считая от толстого конца бревна, начиная с которого в направлении тонкого конца из-за сбежности бревен появляется обзол.
Pitago - полностью онлайн решение, вы можете использовать его на любом устройстве, включая мобильные телефоны и планшеты.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц